|
|||||||||||||||||||||
��܇�����ַQ�͉�늾����חl������ʮ�lܛ�~�����������Ͻ^���ܣ�������ϩ����(n��i)����Ҋ�Ľ���e�У�0.5��0.75��1.0��1.5��2.0��2.5��4.0��6.0mm2��Ŀǰ�Ј�����܇�������ӹ�ˇ�Ў��c��
������
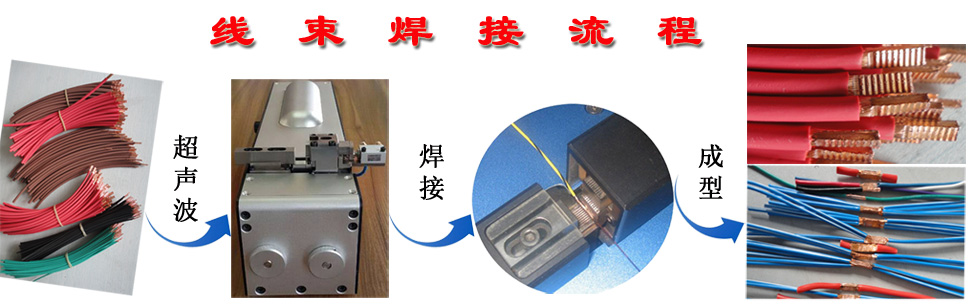
�������ٺ���ԭ�������ó��l�ʣ����^16KHz ���ęCе����������B��ͬ�N���ٻN���ٵ�һ�N���ⷽ�����������M�г������ӕr���Ȳ���ݔ�������Ҳ����ʩ�Ըߜ�?z��)�Դ��ֻ�����o����֮�£���������������D(zhu��n)׃?y��u)鹤���g��Ħ��������׃�ܼ����Ĝ��������^�g��ұ��Y(ji��)����ĸ�IJ��l(f��)���ۻ�����r���F(xi��n)��һ�N�̑B(t��i)���ӡ�
���l��
���l������(j��)���l����ڹ����Юa(ch��n)����ķ�ʽ�ɷ֞���|���l���Б�(y��ng)���l�������|���l���r�����l���ͨ�^�c�����Cе���|�����빤����
�Uɢ��
�Uɢ�����ڽ��ٲ��ۻ�����r�£��γɺ��ӽ��^���@�ͱ��ʹ�ɴ���������|���x�_��1��m�ԃ�(n��i)���@��ԭ���g�������������ò��γɽ����I���@��һ�����ȵĽ��^��
�䉺��
�䉺����ԭ�����^���Σ��������������Ӊ����������£�ͨ�^���ϵ��������|ʹ���������a(ch��n)�����׃�Σ���׃�Εr�����������Ĥ���ѣ���ͨ�^���ϵ�����׃�α��D���B�ӽ��棬ʹ����������|�����l(f��)�������I�Y(ji��)�϶��γ��ι̵��B�ӽ��^��
�ۺ�
�ֽ��ۻ�������һ�N��Ҋ�ĺ��ӷ��������^�ۺ�����ָ�����^���У���(li��n)��̎�Ľ����ڸߜصȵ����������ۻ���B(t��i)����ɵĺ��ӷ��������γ��ι̵ĺ��ӽ��^�����ڱ��������Ǿo���N��һ��ģ��ڜضȈ��������ȵ������£����Ӊ������ɂ������ۻ�����Һ���l(f��)����ϬF(xi��n)��
�F��
������ϴ�õĹ����Դ����ʽ�b����һ�𣬰��F�Ϸ��ڽ��^�g϶��������^�g϶֮�g����(d��ng)�����c�F�ϱ��ӟᵽ�Ը����F�����c�ضȺ��F���ۻ�������δ�ۻ�����������ë��(x��)���ñ�����ͳ�M�̑B(t��i)�����g϶֮�g��Һ�B(t��i)�F���c����������Uɢ�ܽ⣬�������γ��F�����^��
����
����������ը�����䉺����Ħ�������Uɢ���������������l������躸�ȡ����N���������Ĺ�ͬ���c���ں����^����ʩ�Ӊ��������������ϡ�