|
|||||||||||||||||||||
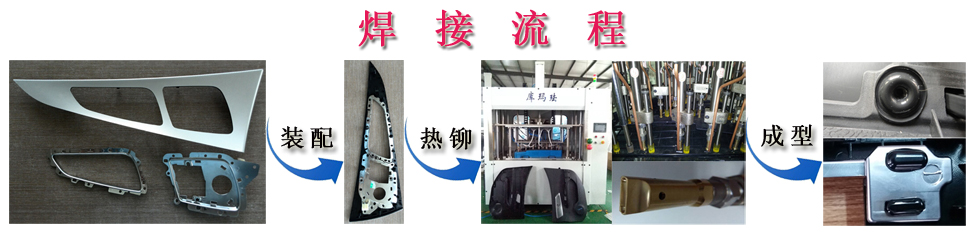
1)塑料熱熔焊接機(jī)原理:
利用模具的高溫使工件熔化,冷卻后成型。加熱的形式有電阻加熱,高頻電場(chǎng)加熱等。
2)塑料熱熔焊接機(jī)用途:
熱熔機(jī)是超音波焊接的一個(gè)替代品,用于不規(guī)則塑件的鉚接和埋植。如收銀機(jī)有20多個(gè)鉚接點(diǎn),而且各點(diǎn)的落差較大。由于面積較大,超音波焊接的模具做不出,它可以同時(shí)鉚接幾個(gè),但20幾個(gè)就一定要用熱熔機(jī)了。
3)塑料熱熔焊接機(jī)缺點(diǎn):
A,對(duì)環(huán)境有影響,大型的要用抽風(fēng)機(jī)。如胸罩海綿成型時(shí)必須要抽風(fēng)。
B,環(huán)境溫度對(duì)熔接質(zhì)量有影響,環(huán)境溫度太低時(shí)甚至可能由于溫度不足無(wú)法熔接。而超音波焊接不受環(huán)境的影響。
C,有一定的危險(xiǎn)性,模具溫度在200多度,操作人員有被燙傷的可能性。
4)塑料熱熔焊接機(jī)工藝
1,材料:所有能夠熱塑變形的材料都適用。
2,對(duì)于難焊的材料,要求高速振動(dòng)、高功率、高壓力、瞬間熔合。如尼龍料一般要求功率2600瓦以上,壓力5KG以上,溫度300度以上,時(shí)間0.5S左右。如果長(zhǎng)時(shí)間發(fā)振,會(huì)把尼龍內(nèi)的波纖震碎,改變了尼龍的性能。
3,對(duì)于相對(duì)較易焊的材料功率、壓力可適當(dāng)降低,熔合時(shí)間適當(dāng)延長(zhǎng)。如PC料一般要求功率2600瓦左右,壓力5KG左右,溫度280-350度,時(shí)間1S內(nèi)。
4,對(duì)于比較容易焊的材料功率、壓力更低,熔合時(shí)間更長(zhǎng)。如ABS料一般要求功率壓力3-4KG以上,溫度260-300度,時(shí)間1.8S左右
5,熱熔機(jī)鉚接的質(zhì)量憑經(jīng)驗(yàn)判斷和工藝參數(shù)控制。可通過(guò)調(diào)節(jié)溫度、壓力、時(shí)間等參數(shù)來(lái)改善質(zhì)量。
6,熱熔機(jī)鉚接后鉚點(diǎn)高度尺寸的穩(wěn)定性,即公差在0.2-0.3mm內(nèi)。
5)塑料熱熔焊接機(jī)治具
1,材料:熱熔機(jī)的上模是銅,下模是環(huán)氧樹脂或鋁合金或鐵。熱熔形狀復(fù)雜或表面要求較高的塑件宜用環(huán)氧樹脂,便于加工。下模的材料要求在熔接時(shí)變形小。
超音波治具上模必須用鎂鋁合金或鈦合金,下膜用環(huán)氧樹脂,易使工件變形且有吸振作用,只適合于體積較小的工件。
2,熱熔機(jī)的上模立柱高度應(yīng)適中,在40-50mm之間,太長(zhǎng)則散熱快,傳導(dǎo)到工件的熱量損失大,能耗高。太短則不方便上下模對(duì)中,容易使鉚點(diǎn)偏。
3,熱熔機(jī)鉚點(diǎn)的形狀有多種常見的有半圓形、圓柱形、圓柱鋸齒形等,由上模頭形狀控制。
6)塑料熱熔焊接機(jī)維護(hù)保養(yǎng)
1,加熱管長(zhǎng)時(shí)間加熱,易損壞。要定期用萬(wàn)用表測(cè)量電阻,損壞了及時(shí)更換。
2,鉚接時(shí)有碎渣,操作平臺(tái)要定期清理,保持清潔。
3,定期給導(dǎo)柱加機(jī)油潤(rùn)滑。
4,定期檢查油氣分離器,及時(shí)排水。
