|
||||||||||||||||||||||||||||||||||||
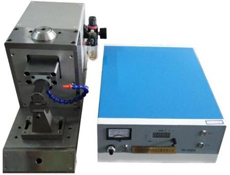
1.將超聲波金屬點焊機置于平整/牢固的臺面上。
2.準備好排氣量為0.1mm的高壓進氣管,然后將氣管接入機頭后側過濾器的進氣嘴上,打開壓縮空氣機的排氣閥。
3.準備好電壓為220V電流大于10A接地良好插座,準備好金屬焊接機,根據(jù)焊件的大小,先調(diào)整底座與焊頭位置。調(diào)整焊頭與調(diào)平塊之間的行程,方法是:擰松限位螺絲,打開電源開關,反復接下壓力測試鍵,將焊頭與調(diào)平塊調(diào)至合適高度后擰緊限位螺絲。
4.試超聲
機器各項指標正常,進入試焊環(huán)節(jié)。
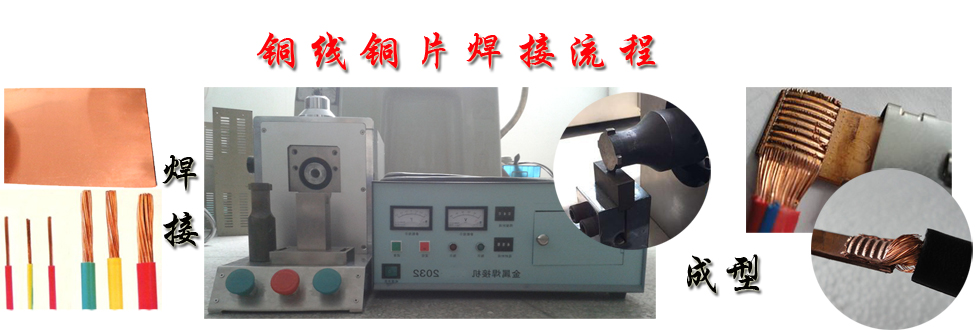
5.試焊:
檢查超聲,電流正常后,把減壓閥壓力調(diào)到0.2Mpa,開始試焊,腳踩腳踏開關,焊頭下降,發(fā)出超聲,焊接完成,取出金屬工件,檢查焊接面焊點均勻,牢固情況,如達到要求可生產(chǎn),即可投入批量生產(chǎn)。
注意:
1)超聲波焊頭下降時,切記勿將手部伸入焊頭下,以免發(fā)生意外。
2)當焊頭某一焊點磨損,可松動固定套螺絲,左右轉(zhuǎn)動焊頭至一焊接點,再將固定套螺絲擰緊。
3)往一個方向旋轉(zhuǎn)不得超過360度,否則會把換能器的高壓輸出線擰斷.安裝好的聲組件必須位置正著,在外力的推動,鈕動下無松動感覺。
4)連接前必須將螺栓上的雜物和兩螺絲孔內(nèi)的雜物清理干凈,然后再將螺栓垂直地擰上,不得歪斜,否則會導致增幅器或模具的內(nèi)螺紋滑牙而不能繼續(xù)使用。