|
|||||||||||||||||||||||||||||||||||
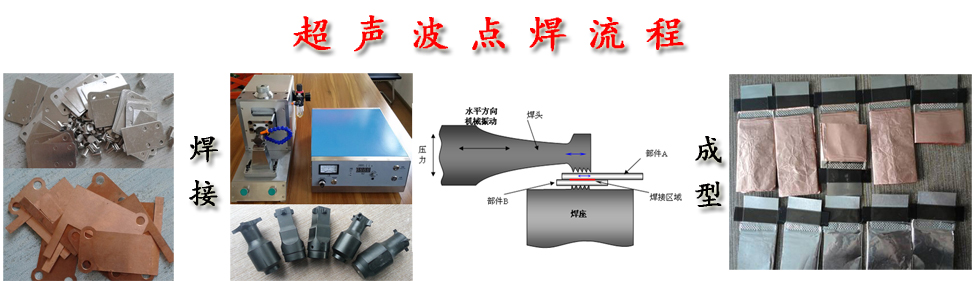
超聲波金屬點焊機模具分為上模(超聲波焊頭)horn和下模(砧板)。
1.先將上、下模大至調整水平,緊固螺絲,調整機器右邊微調上模螺栓(逆時針調節焊頭下降),使上、下模非工作間隙在10mm左右,在下模上墊兩層0.05mm厚白紙,中間放一張復寫紙,按SETUP鍵再按HORN鍵,使上模(超聲波焊頭)在不發超聲波的狀態下壓在下模(砧板)上,按HORN鍵使焊頭升起,檢查白紙上復寫紙壓痕,則調整超聲波模具左右轉動,則調整下模。
2.上模模間隙調整:放置一條鎳片(厚0.127mm)在上下模具之間,按SETUP鍵,再按HORN鍵使焊頭下壓,壓住鎳片,調整超聲波金屬點焊機右邊微調下模螺栓(順時針調節則間隙變小),在水平面內轉動鎳片,但鎳片不移出上下模之間,則間隙正常約0.1mm,最終間隙需按焊接效果而調整。
3.上模裝配與頻率測試:以扭動扳手施加約50kg扭矩力緊固上模,按鼠標旁TEST鍵約1秒,測試上模頻率,指示燈亮應視2個小格。