
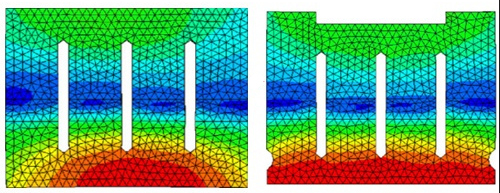
1.局部高溫的產生
超聲波焊接塑料時,我們需要較高的溫度。傳統焊接,通過氣體燃燒產生高位,比如:乙炔等,對于超聲波塑焊機來說,其高溫的來源是通過超聲波產生高頻振動,這種高頻振動通過焊件將超聲波能量傳遞到工件接觸面,由于接觸面互相振動摩擦,由此產生高溫,只要達到塑料1/3熔點就可以完成熔接。
2.塑膠如何熔接
當通過高頻振動摩擦產生高溫后,因塑料件 導熱性差,瞬間熱量得不到快速散發,從而聚集在工件接觸面,致使兩個塑料接觸面快速熔化,再通過焊接磨具施加外力,使兩個塑料件很好地熔接。待固化后,撤掉壓力,這樣兩個塑料件就得到完美的融合,焊接強度非常牢固,接近于本體。
3.影響焊接效果的幾個因素
超聲波焊接機的熔接效果的好壞,主要由以下3個因素導致:
1)換能器的振幅大小,換能器能夠控制超聲波振動幅度,以達到控制溫度的目的;

2)焊接時間
焊接時間保證兩種塑料件的熔接效果,熔接后的穩定性怎樣;

3)外力大小
外力作用是保證塑料件熔接效果更佳,外力不能太大,否則容易導致塑料件異形。
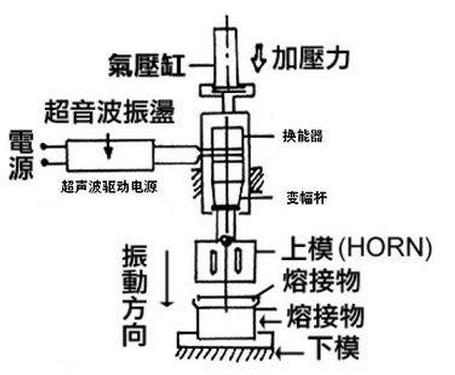
4.超聲波塑料焊接機的結構
超聲波焊接機是由氣壓傳動系統、控制系統、超聲波發生器、換能器、變幅桿及焊頭,工裝夾具組成。系統可以實現智能控制,所以焊接效果通過數字成像技術,對焊接時間,壓力時間進行操作,充分保證焊接終效果。
5.超聲波焊接機安全性
超聲波塑料焊接機除了在焊接效果上比傳統焊接好之外,其焊接過程安全環保無污染,是其另外一個重要特點。傳統普通焊接溫度不容易控制,在進行焊接操作時,容易產生危險;另外,焊接時所產生的光,對眼睛也容易造成傷害,焊接效果的好壞,和操作人員熟練程度有關,因此,很難控制。

