|
|||||||||||||||||||||
1.熔接法
在適度壓力下,以超聲波高頻率振速振動的焊頭在兩塊塑膠的接合面處由于聲阻抗的影響產(chǎn)生熱而瞬間熔融接合,焊接強度可與本體媲美,采用合適的工件和合理的接口設計,實現(xiàn)高效清潔的熔接。
超聲波振動隨焊頭將超聲波傳導至焊件,由于兩焊件處聲阻大,因此產(chǎn)生局部高溫,使焊件交界面熔化。在一定壓力下,使兩焊件達到美觀、快速、堅固的熔接效果。
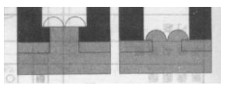
2.鉚焊法
將超聲波高頻率振動的焊頭,壓著塑膠品突出的梢頭,使其瞬間發(fā)熱融成鉚釘形狀,使不同材質(zhì)的材料鉚合在一起。
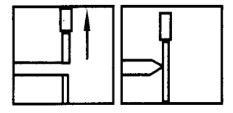
螺母或其它金屬欲插入塑料工件。首先將超聲波傳至金屬,經(jīng)高速振動,使金屬物直接埋入成型塑膠內(nèi),同時將塑膠熔化,其固化后完成埋插。
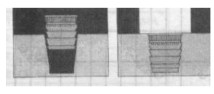
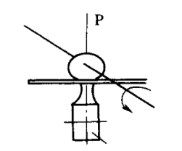
3.埋植
憑借焊頭振動及適當?shù)膲毫Γ查g將金屬零件(如螺母、螺桿等)擠入預留的塑膠孔內(nèi),并固定在一定的深度。
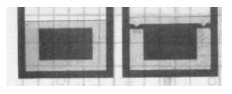
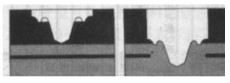
4.成型
本方法與鉚焊法類似,將凹狀的焊頭壓著塑料品外圈,然后焊頭發(fā)出超聲波振動,將塑膠熔融成形面包覆于金屬物件使其固定。此方法多使用在電子類、喇叭的固定成形及化妝品類的鏡片固定。

5.點焊
a)將兩片塑膠分點熔接,達到熔接目的。
b)對大型工件,不易設計焊線的工件進行分點焊接,而達到熔接效果。
6.切割
運用超聲波振動工作原理,并使工具頭成刀口狀對化纖織物進行切割,其優(yōu)點是切口光潔不開裂、不拉絲。

7.縫焊與拷花
由于化纖具有熱塑性材料性質(zhì),因此在超聲波工具頭作用下,可以進行縫合、拷花。
8.封尾
對包裝用的塑膠管(牙膏管、藥膠管、化妝品軟管等)進行尾部封口,速度快,焊接密封性好,不滲漏。
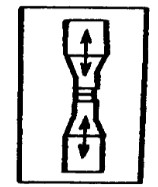
9.雙縱向振動系統(tǒng)的焊接
它分上部振動系統(tǒng)和下部振動系統(tǒng)。被焊件夾在兩系統(tǒng)中間,其上下震動系統(tǒng)可以相同頻率,也可不同頻率,以調(diào)節(jié)上下震動系統(tǒng)的相位值來滿足振動的要求。這種焊接功率在同樣焊接條件下為單向熔接所需功率的四分之一。