
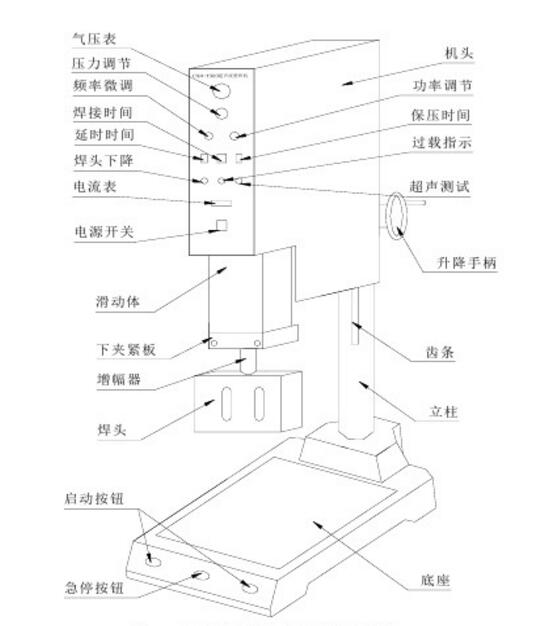
超聲波焊接機結構
超聲波焊接機使用注意事項:
1.超聲波機直接使用220v市電,故通電前應將本機體妥善接地,接地電阻應小于4歐姆;
2.市電電壓變化大于10%時,應給本機裝設交流穩壓器,確保超聲波焊接機高效,安全運作;
3.通電后,切勿將手置于上焊模下方,避免高頻振動與高壓損傷;
4.超聲波發聲時,不得使上焊模接觸到下焊模、夾具及工作臺,以避免機件損壞;
5.超聲波焊接前切記先做音波檢測,尢其更換焊模,此操作更不可疏忽;
6.焊模應專業設計、加工、調校、否則會損壞焊機的超聲換能系統;
7.超聲波焊接機的氣動系統為塑料制品,所施加的的外氣源壓力要求不應大于0.5Mpa,否則會引起爆破或引致燒機。
超聲波焊接機作業規程:
1.操作方法
1.1開機前先確認機器擺放是否平穩,設備的輸入電壓在正常范圍(220±10%),氣源已正確接入;
1.2根據生產的產品選擇正確的焊頭和底座支架,并正確安裝好;
1.3打開設備電源開關,兩只手同時按下啟動按鈕,超聲波焊頭開始下降工作。
2.焊接
2.1準備幾個塑料殼做調試使用,并調整好相關的參數;
2.2檢查塑料殼焊接的效果,確保無壓傷,且焊接牢固;
2.3待調試正常后開始焊接產品,焊接時產品表面采用薄膜膠紙蓋于產品表面,以做防護;
2.4焊接后檢查焊接效果,并將良品與不良品、待焊接品分類放置。
3.關機
3.1當產品生產完不使用設備時,需關閉設備電源。
超聲波焊接機保養規程:
1.超聲波焊頭、底模及工作物常保持清潔;
2.定期檢查(一般為一周一次)電纜接頭是否松動;
3.定期清洗空氣濾清器,應使用清潔劑或水,不可使用揮發性之溶劑;
4.機械定期擦拭,但不可使用液體清洗,發振箱上方勿重壓或放置流體物;
5.工作場所保持空氣暢通,周圍溫度不可過高(40℃以下);
6.升降溝槽、螺桿等定期抹黃油脂,并保持清潔;
7.搬運機器時,發振箱應與機體分離(拆開電纜插座),搬運需小心,勿受撞擊;
8.長時間不使用時,請將本機外觀擦拭,上油保養,并蓋上附機之封套,置于干燥通風場所;
9.每月應打開控制箱上蓋,用干凈不帶水分空氣槍,清除箱內粉塵,以保持零件散熱通風之良好。
超聲波焊接機安全注意事項:
1.檢查夾具安裝是否正確,夾緊裝置活動是否靈活可靠,焊頭與夾具間的間隙是否合理,清除模具腔內任何碎片碎屑;
2.檢查氣路連接是否完好,打開氣路開關,調整壓力至所需值;
3.打開總電源開關,待接觸面板運行正常后按ON鍵;
4.按工藝要求和《使用說明書》,設定好‘焊接參數’、‘保持時間’、需要時,進行幅度校正;
5.在夾具上正確放好工件并夾緊,工件焊接部位不應有灰塵和油垢;
6.按下雙控按鈕,進行一個焊接工作循環。松開夾具,取下焊接后的工件;重新進行工件裝夾,繼續下一個焊接工作循環;
7.在把焊件裝入夾具時應非常小心,因為在聚能器和砧座之間可能存在擠壓點;焊接時,手不要伸入焊接部分,以免造成傷害;
8.設備運行時切勿將頭、手放在工作區內;
9.不要讓焊頭接觸金屬臺面和其他金屬零件;
10.當焊接機出現問題或報警聲時,應停機進行檢修;
11.現場環境溫度保持在5℃-50℃之間;
12.停用時將夾具回位并置于松開位置,按下‘停止’鍵,切斷總電源開關和氣路開關;
13.作好機器的清潔和維護保養工作。
超聲波焊接時安全危害涉及以下幾個方面:
1.點擊
1)發生器本身漏電
2)機架殼體是一個電極,一般超聲波塑料焊接機的聲學系統的激勵電源是這樣引入的:換能器的電極片為一個電極,而另一個電極直接接在機架上,所以焊機工作時,機架式帶電的,如果接地不好,或接地電阻太大,不小心碰到機架時會有觸電感覺。
3)換能器聲學系統的電/聲轉換是通過壓電陶瓷片實現的,從靜止的觀點看,它是一個電容。換能器長時間工作時壓電片上會積累一定的電荷。若不小心碰到換能器電極片,或拆卸前沒有對之放電,電擊的感覺將會很強烈,而且壓電片上的這種殘余電荷自然放掉的速度是很慢的,有時一個星期也放不凈,可見對于后兩類電擊問題,要注意兩個問題:1/保證機架良好接地;2、加上換能器屏蔽架,或拆卸前必須放電。
2.高頻電磁場
焊機在工作時,聲學系統上所加的電壓可達1000-2000V,頻率一般為20-76khz。雖然高頻電場對人體很少產生致命傷害,但對人還是有較大傷害。高頻電磁較工頻電流易引起皮膚灼傷;若長時間工作在有高頻電磁場的環境中,可使某些器管的溫度升高,出現植物學神經功能失調的癥狀,如頭暈、乏力、記憶力減退、多夢和脫發等。為了減弱高頻電磁場對人體的傷害,應采取如下安全措施:
1)降低振蕩頻率。因為頻率越高,通過空間或絕緣體的能力越強,對人體的影響越大,從這一意義上講,在能滿足使用要求的情況下,盡量選用超聲頻率低些的焊機。
2)屏蔽。高頻電磁場可通過空間或其他物體(電容)到人體,加裝接地線的屏蔽屏蔽能使高頻電磁場局限在屏蔽中,從而降低對人體的影響。
3)機架的良好接地。
3.機械振動噪聲
超聲波焊接時,使用頻率大于18kHz(人耳可聽上限),但噪聲仍是一個較大的問題。它來自以下幾個方面:
1)工件放置不當當工件防止有懸空處或者從焊頭端面到底座平面間超聲波經過的通道——焊件有彈性不連續點,這種噪聲將會是很大的。
2)聲學系統噪聲由聲學系統引發的噪聲有兩種:一種是常規噪聲,盡管焊件工作頻率一般都大于18kHz,但聲學系統工作時還是能激發出可聽聲音的(但可以容忍),另一種是聲學系統的幾個部件(換能器、變幅桿、焊頭)配合不當,如連接表面太粗糙,連接螺栓與連接面垂直度不好,這種尖銳噪聲令人難以忍受。上述這兩種噪聲屬于高頻段(頻率大于900Hz),從衛生防護角度,其允許強度僅為75~85dB。一般的講,頻率越高,對人危害越大,如低頻段噪聲(頻率小于300Hz),允許強度可達90~100dB。
3)工件錯動有時焊件振幅較大或共建固定不好時,工件會發生錯動,這種邊振邊滑將要產生一定的噪聲,如果工件錯動太大而跑飛,致使焊頭與底座直接接觸,這種噪聲會更大。
4.塑料熔化時形成的有毒煙霧
所有塑料焊接過程中,不可避免的問題是:焊件接縫熔化,放出有一定毒性的煙霧。超聲波焊接也不例外,如聚氯乙烯焊接時,由于焊縫熔化分解處一定的氯化氫,它對人體組織粘膜有刺激作用、是熱流淚、眼痛、咳嗽等,長期接觸氯化氫,易發生流鼻血、胸悶、胃痛等。所以在長時間工作時要嚴格保證良好通風,或加裝專用的通風道。
5.灼傷和機械損傷
超聲頻機械振動的一個固有特點是:熱效應,直接接觸振動中的焊頭很容易造成皮膚灼傷。即使是使用是手在離焊點較遠的位置把持工件,也會感到很灼熱。如果十分必要,可帶手套,以防止超聲直接進入皮膚。另外,在超聲波塑料焊接中,壓力時必要的工藝參數,而且數值很大,如果不小心可能會造成手指灼傷。針對上述這兩點問題,要求操作者要小心,加強自我保護意識,焊機采用雙手開關。
超聲波焊接危險因素危害應急措施:
考慮到塑料超聲波焊接時帶來的種種安全問題,較為有效地防治措施是:
1.工作區完全封閉
在超聲波機的底座和聲學系統區域加裝特殊封閉罩,同時配以特定風道,這樣既屏蔽噪音、高頻電磁場,又消除有毒煙霧的危害;
2.采用良好通風
在無條件封閉的條件下,增加通風可以有效地降低局部地區的有害氣體濃度,大大降低超聲波焊接對人體的危害;
3.自動化生產
超聲波焊接時所有塑料焊接方法中易實現自動化的,自動化的實現將使勞動條件大為改善;
4.操作者自我保護意識要加強
盡管塑料超聲波焊接存在一些安全方面的問題,但只要認真考慮,統籌安排,這些問題可以被較好的克服。
