|
|||||||||||||||||||||
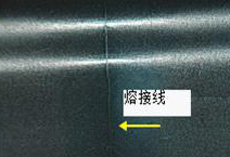
熔接痕是注射成型制品時常見的缺陷之一,它不僅影響塑膠件的外觀質(zhì)量,還會降低制品力學(xué)性能,給塑膠件的正常使用造成安全隱患,比如熔接痕處易發(fā)生漏水、漏氣或受載后斷裂等現(xiàn)象。。
幾乎所有的塑膠產(chǎn)品都有熔接痕,也很難完全消除。熔接痕是由于來自不同方向的熔融樹脂前端部分被冷卻、在結(jié)合處未能完全融合而產(chǎn)生的。一般情況下,主要影響外觀,對涂裝、電鍍產(chǎn)生影響。嚴(yán)重時,對制品強(qiáng)度產(chǎn)生影響(特別是在纖維增強(qiáng)樹脂時,尤為嚴(yán)重)。
熔接線也叫熔接痕、夾水紋,是由于來自不同方向的熔融樹脂前段部分被冷卻,在結(jié)合處未能完全融合而產(chǎn)生的細(xì)線。只能盡量減弱,或使其移到無關(guān)緊要的地方。
塑膠件產(chǎn)生熔接痕的具體原因
1.料溫太低,塑料流動性差
2.注射壓力太小
3.模腔排氣不良
4.澆口及位置設(shè)計不當(dāng)
注塑就是熔融的塑膠料通過澆口進(jìn)入模具型腔,經(jīng)過定型冷卻后形成一定形狀的產(chǎn)品的過程。而許多產(chǎn)品上大都有通孔、有轉(zhuǎn)角,熔融的塑膠料流動之時模具壁對其會有阻尼,有轉(zhuǎn)角的地方阻尼會更大,所以即便是沒有通孔的產(chǎn)品,熔融的塑膠料在里面的流動速度也會不一樣,由于流速不均,所以不可能同時充滿整個型腔,兩種不同流速的熔融的塑膠料會在型腔的某一處會合,從而形成我們常說的夾水紋,亦稱之為接合線。這就是夾水紋形成的機(jī)理。
夾水紋可細(xì)分為縫合線和熔接線兩類。縫合線的形成是因為不同方向移動的熔膠之匯流。熔接線是兩股平行流動的熔膠波前之間的接合線。塑件有靠破孔、鑲埋件、多重澆口或因肉厚變化而產(chǎn)生競流效應(yīng)時,都會造成縫合線/熔合線。假如無法避免在塑件造成縫合線/熔合線,應(yīng)該調(diào)整澆口的位置和尺寸,使縫合線或熔合線發(fā)生在低應(yīng)力或不明顯的區(qū)域。
減少熔接痕、夾水紋的方法如下:
1)提高模具溫度
2)調(diào)整注射速度
3)全面排氣
4)保持模具表面清潔
5)調(diào)整注射壓力和補(bǔ)塑壓力
6)合理設(shè)置澆口位置