|
||||||||||||||||||||||||||||||||||||
目錄
一、設備說明
1.設備簡介及用途
2.設備技術參數
3.設備安裝
二、機器操作說明
1.機器使用準備
2.發生器操作面板功能與結束介紹
3.機臺面板功能與結束介紹
三、操作使用說明
1.發生器操作說明
2.更換焊頭裝配說明
3.安全操作注意事項
4.保養手冊
四.售后及維修
五.附件
1.配件清單
2.易損件清單
3.電路圖
4.氣路圖
六.常見故障說明
設備說明
1.設備簡介及用途
金屬焊接是利用高頻振動波傳遞到兩個需焊接的金屬表面,在加壓的情況下,使兩個金屬表面相互摩擦而形成分子層之間的熔合,其優點在于快速、節能、熔合強度高、導電性好、無火花、接近冷態加工;缺點是所焊接金屬件不能太厚(一般小于或等于5mm)、焊點位不能太大、需要加壓。
超聲波金屬焊機分超聲波金屬點焊機與超聲波線束焊接機。超聲波線束焊接機主要應用于汽車線束、摩托車線束的焊接等銅線、鋁線的焊接。超聲波點焊機主要應用于鋰電池,汽車上端子接線,和一些其他不規則銅和鋁之間的焊接。
超聲波金屬點焊機由機臺、超聲功率發生器兩個部分組成。
機臺有機箱、換能器、氣動系統、PC電路、底模組成。
聲組件聲組件由換能器、變幅桿,焊頭三個部分組成。
2.設備技術參數
設備外形尺寸:
發生器:長:450mm寬:350mm高:160mm
機臺:長:520mm寬:130mm高:140mm
重量:40kg
系統額定功率:2000w
系統額定工作壓力:0.5-0.6MPa
生產節拍:1S
電源電壓:AC輸入電壓:380V±10%,50/60Hz
設備安裝:
設備安裝時注意調節各地腳的高度使設備保持水平。安裝地點應注意設備操作、維護和修理的必要空間。
注意:
1.工作場所應取適當的防護措施,盡量避免超聲波發生器受潮,注意防止灰塵及腐蝕性氣體進入超聲波發生器,為了確保超聲波發生器具有良好的散熱條件,務必注意不要蓋住發生器。
2.電源必須保證穩妥接地線。
2.機器操作說明:
1.準備工作:
1.檢查機器配件是否齊全,配置氣源。
機器配有:發生器,機臺,電源線四芯,控制線五芯,換能器線二芯,腳踏線三芯,裝機器時確定連接線是否正確。
2.連接電源,電源線一端有三根火線,一個零線。分別是L與N標識。一頭四芯插座與發生器相連接。
3.插上氣源,通過調壓閥與氣壓表,保證氣壓為0.5-0.6Mpa
4.將連接線分別對應發生器與機臺上面插座連接好,打開電源按鈕,指示燈亮。
2.發生器面板功能介紹:
1.電源按鈕鍵:通上電,按下電源按鈕,電源指示燈會亮
2.定位按鈕鍵:按下定位按鈕,機器不帶超聲波進行動作
3.調節旋鈕鍵:用來設置功率大小與時間長短數值:(0-9)
4.功能選擇鍵:確定選擇功能與參數設置的確定
5.功能指示燈:指示作用。有功率:P與時間:T
6.報警指示燈:報警作用有電壓:U電流:I功率:P
7.F表:用來參考焊頭頻率(又稱為振幅表)振幅表的量程為左右0.3。在開機狀態下指針指示在0位。
8.試音按鈕:測試頻率是否正常
9.頻率調節:頻率調諧器是用來改變發生器的驅動信號的頻率。作用是用來校對發生器與換能器的頻率。
內圈量程為0—9,外圈量程為0—10。在未知情況下基準為內5,外0。
10.數碼顯示管:顯示功率與時間數值
3.機臺面板功能介紹
1.調壓閥:調節氣壓大小
2.氣壓表:顯示氣壓的數值
3.啟動按鈕:兩個一起按,功能跟發生器腳踏按鈕功能一樣
機器操作說明
第一步:檢查連接線是否接好,電源是否正常,是否連接上氣源。
第二步:按下電源,指示燈亮,振幅表指針在0位,按下定位按鈕,檢查動作是否流暢
第三步:檢查氣源是否在建議值范圍
第四步:調整頻率
在沒有使用定位功能的條件下,快速按下試音按鈕觀察振幅表的參數值是否右偏0.06—0.1。如果振幅表不正常時需調節頻率調諧器,用微調方式,在調節時不能按試音按鈕,振幅表上的參數正。(0.06-0.1)

第五部:發生器功率與時間參數設置(廠家會根據產品給出大概值)
功率設置:
功能指示燈P亮——按下功能選擇鍵——數碼顯示出現閃爍——旋轉調節旋鈕選擇功率大小數值--按下功能選擇鍵確認進行下一個數值設置——依次設置四個數值為功率大小——直到閃爍不閃,綠燈亮。如圖:

時間設置:
功能指示燈T亮——按下功能選擇鍵——數碼顯示出現閃爍——旋轉調節旋鈕選擇時間數值——按下功能選擇鍵確認進行下一個數值設置——依次設置四個數值時間長短——直到閃爍不閃,綠燈亮。如圖:

第五步:放入工件,踩一下腳踏。
五:換焊頭組件注意項
焊頭組件
1.變幅桿2.焊頭3.換能器
焊頭更換步驟:
1.關掉電源,
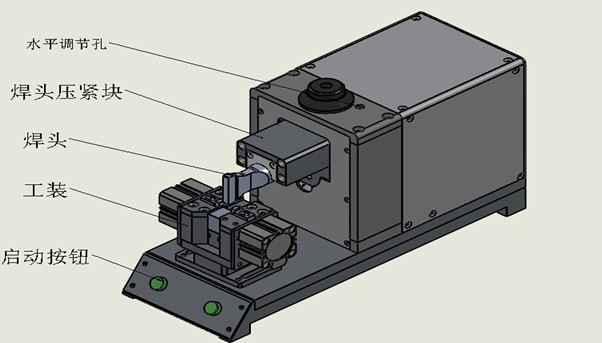
2.取下機臺前面焊頭壓緊塊,
3.用配套的勾頭扳手勾焊頭,逆時針用力旋轉。直到螺絲松掉,取下焊頭。
焊頭跟換面:
1.關掉電源
2.取下機臺前面焊頭壓緊塊,
3.用配套的內六角扳手松掉機臺上面兩個孔里的水平調節螺絲,旋轉焊頭變幅桿換能器一套組件,選擇你要使用的面。
4.擰緊壓緊塊螺絲,調節焊頭水平。
5.調節焊頭焊接面水平時,首先眼大致看一下,然后找一張紙,放在焊頭下面,按一下定位按鈕,焊頭下壓,在按一下定位按鈕,讓焊頭恢復原理啊位置。觀察紙上壓痕,是否壓痕均勻。不均勻旋轉焊頭,均勻時,擰緊壓緊塊上面螺絲,裝上焊頭壓緊塊
注意:調節水平時嚴禁踩腳踏按鈕
安全注意項:
嚴禁沒有接焊接物品時空踩腳踏焊接
嚴禁焊接時間觸摸機器
嚴禁將手放置焊接區域。
嚴禁焊接時,其他人員亂調,亂設置參數
工作人員離開時,請關掉電源
金屬點焊機保養
1.每天使用后要對焊頭周圍進行清潔,用氣將焊頭周圍處理干凈,噴上防銹劑,擦干凈。
2.使用一個月后,打開機臺上蓋板,清理里面粉塵與異物,檢查,接插座是否松動。
3.焊接一段時間如果出現焊接聲音過大,請打開上蓋板,定期查看焊頭與變幅桿,換能器連接是否松動,是否出現銹斑。
4.使用半年以上廠家,定期給機器運動部件加一些潤滑油,保證機器運行流暢。
5.焊接底座與焊頭交界處不能有任何雜物,以免影響焊接質量。
售后與保修規定:
感謝你選用我們公司的產品。為了保障你的權益,并能更好地為您服務,并作以下說明:
保修時間:整機保修一年,換能器保修一年,焊頭因質量原因保修三個月,發生器因電源線接錯及誤操作損壞的不于保修,焊頭因空焊或誤操作原因造成損壞不于保修。沒經過生產廠家同意私自維修的或更改一律不保修。
保修內容:在保修期內,維修不收取任何費用。超過保修期后按公司的維修標準收費。
售后服務部:超聲波金屬焊接(售后服務部)
李工:18914161761
郵編:214101
E-mail:offensive@163.com
附件
一:機器配件清單:
1.機臺:1件
2.發生器:1件
3.電源線四芯:1件
4.控制線五芯:1件
5.換能器線兩芯:1件
6.腳踏線三芯:1件
7.工具箱:1件
8.說明書一份:1件
二:易損件清單:
1.焊頭
2.焊接塊
六.常見故障說明
| 故障原因 | 故障原因排查 | 解決方案 |
| 開機沒反應 | 電源線沒插 | 插上電源線 |
| 顯示板數碼管不亮 | 顯示板電源線 是否松動 | |
| 電源插座沒電 | 檢查電源 | |
| 焊接是偶然報警 | 電壓報警指示燈亮 | 關機重啟 |
| 電流報警指示燈亮 | ||
| 試音時,振幅表不正常 | 焊頭沒上緊 | 上緊 |
| 焊頭壞 | 更換焊頭 | |
| 平行砧沒裝好 | 從新安裝 | |
| 配合砧沒裝好 | ||
| 焊不牢 | 焊頭磨損 | 焊頭換面 |
| 焊頭內裂 | 更換焊頭 | |
| 機臺有限位 | 取消線高 |
注:如果焊接一短時間后出現焊接不牢,先按一下試音按鈕看看F表是否偏轉正常,如果不正常,請將焊頭拆下,(螺絲要拆下)將換能器插好,在打開電源,按下試音,看是F表偏轉否正常。