|
||||||||||||||||||||||||||||||||||||
一.安全要求與警告
本節解釋了手冊上各種“安全注意”符號和標志的意義,并提供了超聲波焊接發生器的常規安全預防措施。
“警告”標志下包括了需要注意的潛在危險情況,如果忽略,可能造成不同程度的傷害事故。
在接觸超聲波發生器前應采取以下預防措施:
在進行任何電氣連接前,確定電源處于關閉(OFF)狀態。使用帶有接地端子的電源插座來防止觸電事故。
超聲波發生器會產生高壓。對其進行操作前,應:
關閉電源開關;
拔下主電源插頭;
等待2分鐘讓電容充分放電。
超聲波發生器會產生高壓,非專業人員請勿打開外殼。
超聲波發生器會產生高壓,并且其高壓的公共端并不與大地相連通,因此,在檢測時請使用不接地而使用電池作為電源的萬用表,用其他的方法進行檢測可能導致觸電。
當高頻電纜或換能器處于斷開狀態時,不要執行焊接及測試操作。
在使用大焊頭時,不要將手指放到焊頭和模具之間。
此機型必須一人操作,禁止多人同時操作及調試。
二.智能型超聲波焊接發生器簡介
超聲波信號發生器由一個能將50/60Hz的工頻交流電轉換為超音頻供換能器工作的超聲波功放模塊和一個帶有“系統保護監測”及“自動調諧”功能的控制模塊組成。控制模塊能在超聲波焊接工作發生故障時切斷超聲波能量從而為發生器乃至整套焊接設備提供極高的安全性和可靠性。
1、真正全自動追頻(AFC)適應各種大小焊模和不同的設計模具,自動追蹤頻率范圍:±400HZ(依15KHZ超聲波為例,模具頻率在14.40-15.20KHZ可自動頻率追蹤使用)。追頻精度:±5HZ
2、采用CPU計算機監控各程序速度快適應力特強、內置各種保護系統“系統保護監測”功能會對以下情況發生回應:
IGBT溫度過高保護
壓力過高從而導致超載
超聲波發生器電流過大
焊頭、變幅器或者換能器松動或其他故障
發生器電路失效
發生器和換能器間的線纜故障
供電頻率不穩自動補償
3、“自動調諧”功能能使超聲波發生器自動跟蹤并且補償焊頭頻率發生的變化。當溫度過高,焊頭表面有磨損或有雜物在焊頭上時,這種頻率變化都會發生。
4、內置全自動恒振幅系統,對不同的氣壓變化及電壓波動自動補償,可對超聲波振幅由50%-100%無級調節,適應不同焊接工件之要求。
5、采用IGBT做功率放大,反應快,比傳統硅功率管反應速度快100倍多,故保護功能較優。
三、主要技術參數
1、外型尺寸:長380mm×寬290mm×高110mm
2、主機凈重:7Kg
3、輸出功率:0-4200W
4、輸出電壓:0-3000VAC
5、工作環境溫度:+5°C至+50°C
6、正弦諧波參數:≥97%
7、輸入功率因素:≥80%
8、工作頻率:15KHz/20KHz/28KHz/30KHZ/35KHz/40KHz
9、工作電源:AC220V50Hz
10、模具頻率范圍:±400HZ(依15KHZ超聲波為例,模具頻率在14.40-15.20KHZ可自動頻率追蹤使用。)
11、自動追頻精度:±5HZ
12、功率穩定度:≤5%
13、遠程端子動態回應時:≤10ms
14、過流保護電流:15A
15、過流保護時間:100ms
16、過熱保護溫度:85℃
17、PLC通訊
四、安裝要求
環境要求
設備的使用/保存/運輸必須滿足以下的環境要求:
塑焊機環境要求一覽表
| 環境因素 | 適用范圍 |
| 操作/使用溫度 | +5℃至+50℃ |
| 保存/運輸溫度 | -25℃至+70℃ |
| 相對濕度 | 30%至95%,無凝露 |
電源輸入范圍
必須將電源插頭插入帶有接地端的單相三眼插座中,塑焊機可適應的電源范圍為220VAC±10%@50/60Hz,使用一只10A慢斷型熔斷絲管。塑焊機的電源輸入為220VAC,若要使用110VAC作為輸入電源,請與相關服務人員聯系以獲得指導與支持!
切勿在未經咨詢的情況下擅自使用110VAC作為輸入電源,否則對設備可能造成嚴重損壞!
系統連線
系統需要用戶提供單相輸入帶接地端并且電壓為220VAC@50/60Hz、負載電流不小于10A的電源,確認該電源的插座與隨機所帶的電源插頭相匹配,然后才將機上的電源插頭插入插座。插入電源插頭之前一定要先檢查并確認電壓為220VAC,并且位于電箱左側的電源開關處于關閉狀態!
五、操作使用說明

主顯示窗口功能說明:
1、頻率范圍:顯示發生器所追蹤到換能器及模具的諧振頻率點的位置,最好將模具及換能器調整到發生器中心頻率點中間的位置。如中心頻率點顯示偏左或偏右,表示超聲波模具頻率偏低或偏高。
2、頻率:顯示為到當前時間的實際諧振頻率,單位為KHZ。
3、振幅:顯示超聲波輸出振幅及功率的百分比。
4、產量:顯示超聲波焊接設備生產次數。
5、模式:此機型有兩種工作模式,一種為自動模式,焊接過程由所設定的時間來控制;另一種為調模模式,按“啟動”鍵后,焊頭下降,以便調節模具高度,如需焊頭上升,按“急停”鍵。
6、電流:顯示工作電流的大小。
7、功率:顯示焊接后瞬間最大輸出功率。
工具欄說明:
1.計數清零:按此鍵后對產量數量清零。
2.自動/調模:進行自動模式與調模模式的切換。
3.頻率掃描:此機型為計算機自動追蹤頻率,更換模具后請按頻率掃描鍵,系統將自動進行頻率掃描程序,掃描正常后系統將自動保存超聲波模具頻率數據;如掃描不正常,系統將報警并提示相應故障信息。
4.設置確認:按設置確認鍵進入設置界面,可對相應焊接參數作調整,調整完畢再此鍵進行確認保存。
5.音波測試:用于檢查露于空氣中處于空載狀態下的換能器/變幅器/焊頭焊頭組件的消耗功率,同時也能夠測試焊頭是否正常,若焊頭異常即使在空載狀態下亦可能產生超載報警。
6. :設置界面中上移。
:設置界面中上移。
7. :設置界面中下移。
:設置界面中下移。
8. :設置界面中增加參數值。
:設置界面中增加參數值。
9. :設置界面中減小參數值。
:設置界面中減小參數值。
按“設置確認”鍵后彈出設置窗口

延遲時間:顯示延時觸發超聲波的時間。
焊接時間:顯示觸發超聲波的時間。
冷卻時間:超聲波焊接后氣缸停頓冷卻焊接工件的時間。
振落時間:顯示振落粘住超聲波上模具焊接工件的時間(一般情況不使用此功能)。
振幅:本機型振幅可由50%—100%可調,設定值低于60%時,可能會因振幅值太低造成超聲 波輸出功率偏小,從而導致焊接不良;設定值高85%時,可能會因太高的振幅設定值減小超聲波振子、超聲波工具頭的使用壽命。
焊接參數的設置
進入設置參數界面后可對各項技術參數進行設置,按上下移動所需修改的技術 參數后,所選擇數字閃爍,然后直接在右邊 鍵調整,然后按設置確認鍵保存并退出設置界面。
機箱背面接線說明:
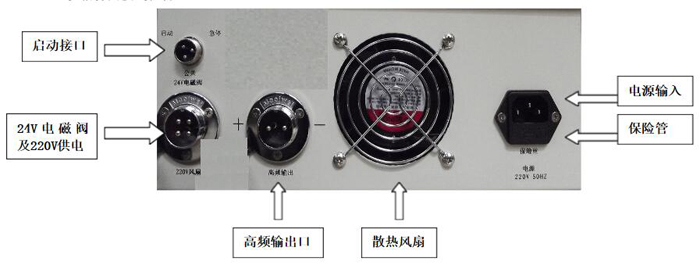
1.啟動界面:直接與機架上的“急停”按鈕及“啟動”按鈕相連,公共與急停接“停止”按鈕的常閉端;公共與啟動接“啟動”按鈕的常開端。
2.24V電磁閥及220V供電:上面兩芯接機架上24V電磁閥,下面兩芯為機架上提供220V供電,可接機架上220V風扇或220V升降馬達,注意:不能將此四芯線接錯,否則對設備可能造成嚴重損壞!
3.高頻輸出口:“+”接超聲波振動子正極;“-”接超聲波振動子負極。
4.散熱風扇:工作中請確保散熱風扇口通風良好,請及時清理散熱口異物及灰塵。
5.電源輸入:系統需要用戶提供單相輸入帶接地端并且電壓為220VAC@50/60Hz、負載電流不小于10A的電源。
6.保險管:本機型采用內嵌式保險座,如需更換保險絲,將電源插頭下方保險座扣出即可更換。
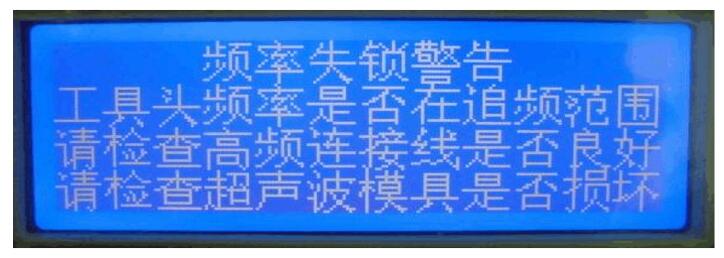
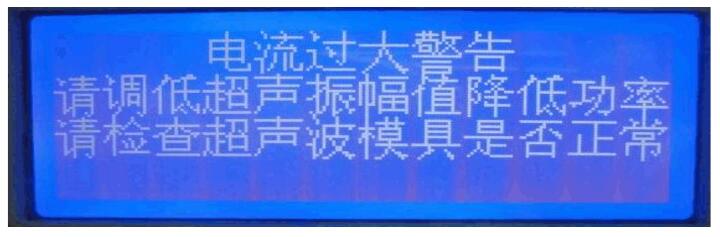
報警提示