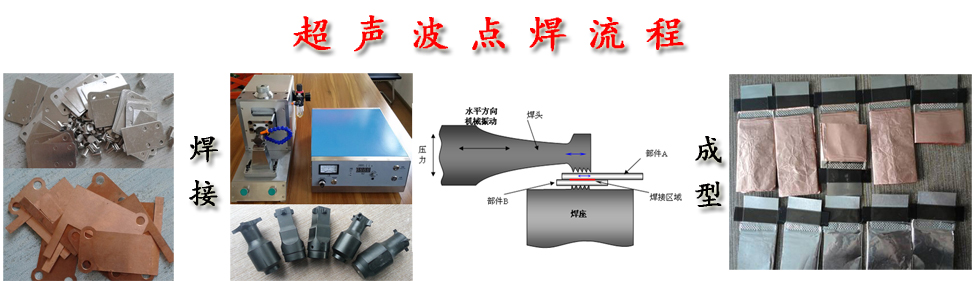
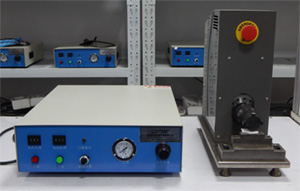
動力電池極耳焊接機焊接主要分單點和多點焊接,另一項重要用途為自動極片焊機和自動卷繞機配套超聲波焊接。用于鋰離子電池極耳正負極單層銅、鋁箔與鎳片或銅片、鋁片焊接,銅箔為0.08mm左右,鋁箔為0.01mm左右,鎳、鋁片為0.1mm左右。
1.單點鋰電池極耳焊接機焊接選擇20K或40K焊機均可,自動卷繞機里選擇40K全波焊頭。
2.根據鋰電池極耳焊接機及材料的要求確定焊頭形狀。
3.焊頭及底砧紋路的設計非常關鍵。電池極耳焊接機做得不好的公司對紋路加工會采用線割或電蝕工藝制作,這兩種工藝存在一致性不好的缺陷。