開線工序操作規范
根據工藝文件,使用線束剪剝機等設備、工具,將原材料導線剪裁、剝口成生產所需。
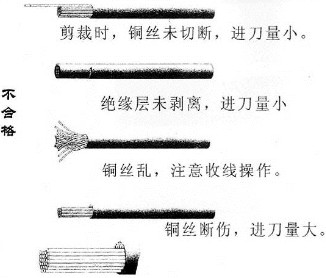
1.切剝口的要求:
a.切斷面平整,銅絲整齊;
b.所有剝頭(口)不得切斷銅絲;
c.剝頭處銅絲不得紊亂,注意收線操作。
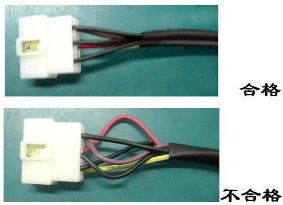
※注:禁止出現如下圖中所示的不合格項。
2.開線尺寸要求:
a.開線時的基本尺寸應符合設計要求;
b.開線尺寸的極限偏差隨基本尺寸的不同而變化(L=開線尺寸單位:mm):L<300,偏差為0+2;300≤L<1000,偏差為0+5;1000≤L<4000,偏差為0+10;L>4000,偏差為0+15
開線輔助工序操作規范:
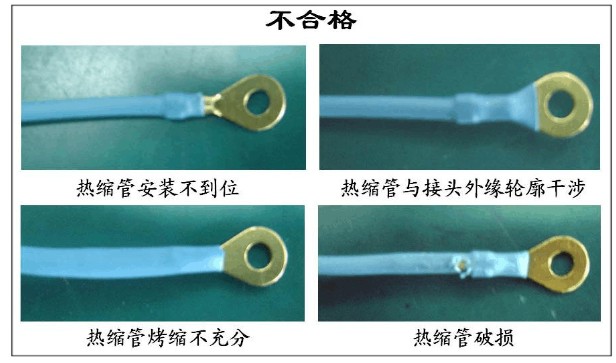
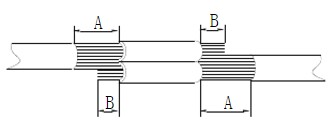
熱縮管在烤縮后,應該保證:
1.沿導線的軸向不竄動;
2.沿導線的徑向觀察不漏銅絲;
3.對于孔式、叉式接頭,熱縮管不與接頭外緣輪廓干涉。※
注:如下圖1所示為合格品,禁止出現如下圖2所示的不合格項。

壓接工序操作規范:
根據QC/T29106-2004《汽車低壓電線束技術條件》的規定,端子與電線連接應優先采用壓接方法,連接應符合以下要求:
1.端子應分別壓緊在導體和密封塞上,密封塞在壓接時不應損傷,導線與密封塞之間、密封塞與護套之間不應有目視可見的間隙;
2.如果使用釬焊方法,不允許使用腐蝕性焊錫膏。焊點要求光滑,不允許存在漏焊、未焊透、雜質;
3.使用壓接方法的端子和電線壓接處的橫斷面應符合表-1的要求;
下表 壓接橫斷面的幾種形態
| 形態 | 要求/不合格原因描述 | |
| 合格 | 標準 | 1.壓接包桶應封閉,兩個包爪之間互相支撐; 2.兩包爪之間與包桶底部應有足夠的間隙; 3.全部銅絲都變形并均勻分布。 |
| 不合格 | 壓接包桶沒有閉合 | 導線直徑過大 |
| 包桶形狀不對稱,飛邊過大有裂縫 | 上下刀口未對齊,需重新調模 | |
| 包桶包裹太松,虛壓、易脫 | 導線直徑過小,上下模間距偏大 | |
| 壓接過緊,包爪距離包桶底部距離過小 | 上下模間距偏小 |
| 導體公稱截面積(mm2) | 拉力(N) |
| 0.50 | 50 |
| 0.75 | 80 |
| 1.00 | 100 |
| 1.50 | 150 |
| 2.50 | 200 |
| 4.00 | 270 |
并線工序操作規范:
在燈線的制作中經常會將同功能的線進行合并處理,而合并的方法又分為銅帶壓接和焊錫兩種,應符合下列要求:
1.采用壓接方法時,導體不應壓斷,接點應符合下表的要求;
2.采用焊錫方法時,不允許使用腐蝕性焊錫膏,焊點要求光滑,不允許存在漏焊、未焊透、雜質;
3.接點應牢固,在規定的拉力下不應損傷和脫開,其拉力值應不小于上表的規定。
下表 并線點壓接的幾種形態
| 形態 | 要求/不合格原因描述 | 圖例 | |
| 合格 | 標準 | 1.B處銅絲總可見,但不超出A處長度; 2.包桶不允許露銅絲; 3.不允許壓斷銅絲; 4.不允許虛壓; 5.抗拉力達到規定值。 |
 |
| 不合格 | 銅線端頭過長,超出范圍 | 兩導線的銅線端交叉過多,超出的部分易引起漏電 |  |
| 包桶未閉合,露銅絲 | 上下刀口未閉合,導線直徑過大 |  |
|
| 包桶包裹太松,虛壓、易脫 | 導線直徑過小,上下模間距偏大,須調模 |  |
|
| 壓接過緊,造成銅絲斷裂 | 上下模間距偏小,須調模 |  |
總裝工序操作規范:
1.膠帶的纏結:在線束進行并線操作時,經常使用膠帶進行包扎纏結,以起到絕緣作用,其中要求:
a.膠帶及線束應平整、光滑無皺褶;
b.兩線相并處,銅帶和銅絲不得外露,絕緣套管長度不得小于20mm;c.膠帶包扎牢固、均勻無松散,無軸向竄動。
2.保護套管的安裝:
一根燈線組上有較多線束時,為避免線束凌亂,常使用塑管等保護套管將兩根或兩根以上的線束套箍在一起,要求此套管無位移和影響電線彎曲現象;
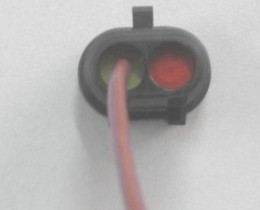
3.護套接插時要求:
a.確保線束與護套上孔位的對應性,符合廠家要求;
b.端子與護套接插牢固,不得脫出;
c.在護套旁的線束應保證整齊有序、長短一致(如下圖)
d.隨時進行檢查確認,避免出錯。
4.線束中線路的導通率為100%,無短路、錯路現象,故要求在燈具裝配線上對各燈線組進行100%點亮試驗。
試驗要求:
1.在具體試驗方法中如無其他規定,試驗應在下述條件下穩定2h后進行:環境溫度:18℃~28℃空氣相對濕度:45%~75%大氣壓力:86Kpa~106Kpa
2.線束長度用卷尺檢測,應符合《開線尺寸要求》的規定。
3.線束外觀用目視法檢查,應符合~五項的規定。
4.線束與端子連接、并線接點的拉力試驗應用示值相對誤差不大于1%的拉力試驗機檢測,拉力試驗機夾頭的位移應勻速運動,其速度為25mm/min~100mm/min。
5.高低溫試驗:
下表 高低溫試驗要求
| 試驗箱溫度(℃) | 試驗時間(h) | 試驗后(常溫下)放置時間(h) | 試驗后線束狀態 | |
| 高溫試驗 | 95±2 | 8 | 24 | 1.線束包扎緊密、均勻不松散; 2.線束與端子連接處的絕緣套管應緊固,無位移和脫開; 3.線路導通率為100% |
| 低溫試驗 | -40±2 |