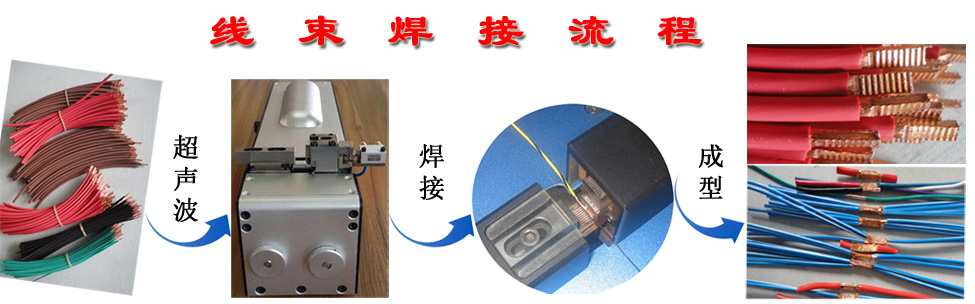
超聲波線束焊接機適用于多股裸銅線的焊接,線束總截面積應在25mm2一下。
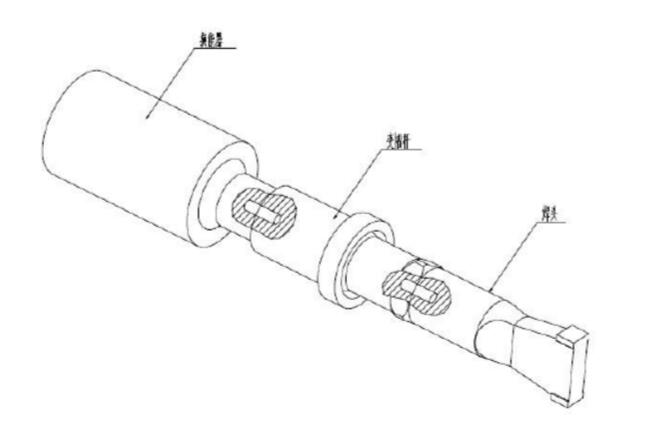
線束超聲波焊接機內部結構

| 部件名稱 | 功能描述 |
| 換能器、變幅桿、焊頭 | 構成整支振動系統 |
| 壓塊 | 用于把振動系統固定在機架上 |
| 左夾塊 | 焊接時,控制寬度使用;左夾塊上的兩個固定螺絲用于設置寬度歸零時使用 |
| 上夾塊 | 焊接時進行下壓運動 |
| 右夾塊 | 限位使用,放置焊接時右邊跑線現象 |
| 調節左模塊高低螺絲 | 調整左夾塊與焊頭的上下間隙,防止焊接時左邊跑線現象。 |
線束超聲波焊接機發生器
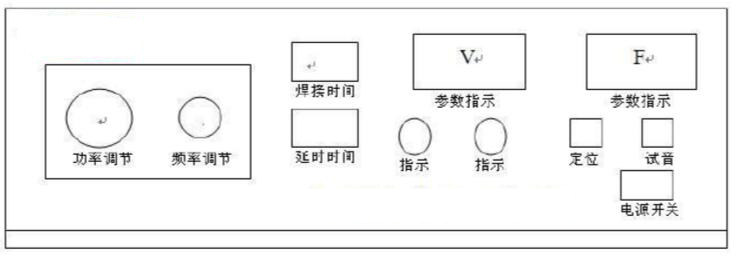
電源開關
超聲波發生器電源開關。
試音按鈕(綠)
超聲波的觸發按鈕,主要用于檢驗超聲波系統是否正常。
定位按鈕(紅)
夾具手動測試(無超聲波觸發)。
電源指示燈(紅)
超聲波發生器電源指示燈。
過載燈(綠)
顯示過載情況。當出現過載時,過載燈發亮,超聲波中斷。
振幅表(F)
調試或測試時向右偏移0.~0.1。
電壓表(V)
在調試時使用,當振幅表向右偏移0.~0.1之間時,此時電壓表向右偏移1~2格為標準。
延遲時間
工作開關觸發,左右壓塊動作的時間。
焊接時間
超聲波觸發的時間(根據線束焊接效果調節時間)。
振幅調節(超聲波功率)
此旋鈕分為5個檔位,隨著檔位的增大則輸出功率變大,根據線束焊接效果調節檔位。
頻率調節
當按下試音按鈕,振幅表不在0.~0.1之間,則此時說明不在諧振狀態,需調節次旋鈕達到狀態。
線束放置要求:

線束焊接時下列情況不允許發生:
1、單根導線中芯線缺失超過1%、松軟、劃傷或凸起。
焊接節點灼傷(變色)
焊點有裂紋或斷裂
焊點內有外來雜質(油脂、油、剝落粒子等)
單根導線可被剝離于焊點
絕緣皮熔化于焊點內
同一焊點重復焊三次及三次以上(注:重復焊第二次時需檢查銅絲有無損傷)

2、熱縮管表面不光滑、不平整、表面有劃傷等
焊點明顯偏離熱縮管中間,焊點末端與熱縮管末端距離明顯小于10mm
熱縮不緊
熱縮管無膠溢出
銅絲刺破熱縮管
熱縮管灼傷

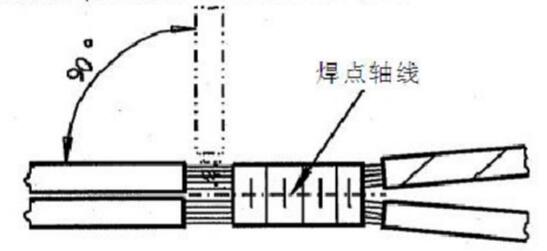
線束焊接后彎曲測試
距離焊點30mm處將線束線往上折90°,然后再折回原來的位置,重復兩次。要求此過程中焊點不可有芯線松散或損壞。
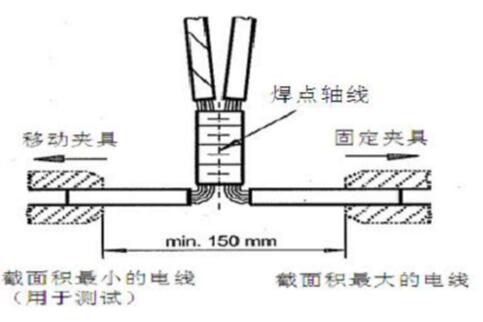
線束超聲波焊接撕拉力測試
選擇焊點內同側截面積和小的電線固定于拉力機上(盡可能選取靠的近的兩條電線),移動活動端測出其小裂力,小撕裂力需滿足下班要求。
注:拉力機速度:50±5mm/min
| 線束小截面積(mm2) | AWG | 撕裂力(N) |
| 0.5 | 20 | 15 |
| 0.8 | 19 | 23 |
| 1.0 | 17 | 35 |
| 1.5 | 15 | 45 |
| 2.5 | 13 | 70 |
| 4.0 | 11 | 100 |
| 6.0 | 9 | 130 |
| 10.0 | 7 | 165 |
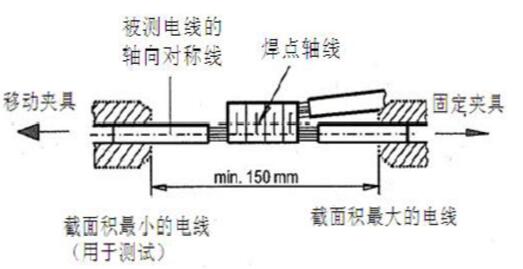
線束超聲波焊接水平拉力測試
一端夾小截面的線,另一端夾截面的線(幾乎是同一條直線上的)。水平拉力要滿足表3的要求。
注:水平拉力:50±5mm/min
| 線束小截面積(mm2) | AWG | 撕裂力(N) |
| 0.5 | 20 | 80 |
| 0.8 | 19 | 120 |
| 1.0 | 17 | 160 |
| 1.5 | 15 | 200 |
| 2.5 | 13 | 250 |
| 4.0 | 11 | 350 |
| 6.0 | 9 | 400 |
| 10.0 | 7 | 500 |
線束超聲波焊接機更換焊頭調整步驟:
1.拆開線束機的上板和前板;
2.擰松左模塊固定螺絲,并把左模塊提起一點。方便取出振動系統;
3.松開壓塊,取出振動系統;
4.更換焊頭,并裝回原處;
5.校準焊頭;
6.裝回壓塊,并固定緊振動系統。
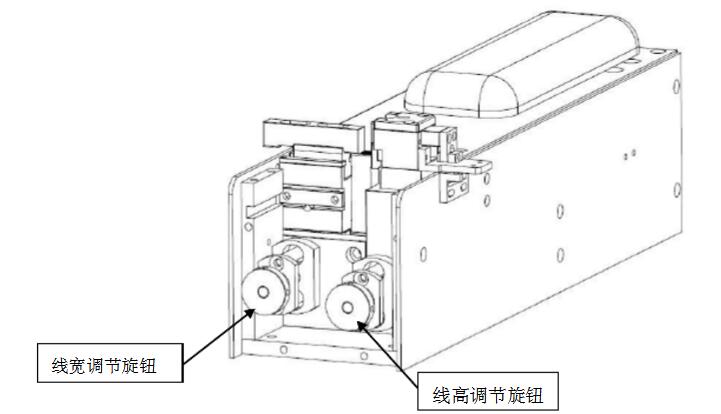
線束寬度、高度調節
線寬調節
往左旋轉是寬,往右旋轉是窄。
線高調節
往左旋轉是高,往右旋轉是低。
更換振動系統要注意的問題:
1.細心觀察連接螺栓紋路是否完整,免得因振動把振動系統的螺芽破壞。有需要時要更換,免得因小失大。
2.連接面要確保清潔,不要有灰塵、物體。安裝時要加黃油,讓超聲波傳遞得更好。
3.先把螺栓擰緊焊頭后,再擰松半個圈,防止螺栓上死焊頭,再上到二極桿上。安裝二級桿與換能器也必須先把螺栓先擰到二級桿上,再裝換能器。順序不能搞反,請留意!
4.更換完成后,請不要立即安裝到機器上,連接好電纜線,把振動系統直接平放到臺面上測試一下超聲波是否異常。
a)有怪聲時,請重新安裝振動系統。
b)斷續打兩、三分鐘超聲,每次觸發超聲波不宜過長,檢查發熱情況發熱異常時請重新安裝(連接面可能不整潔)。