|
|||||||||||||||||||||||||||||||||||
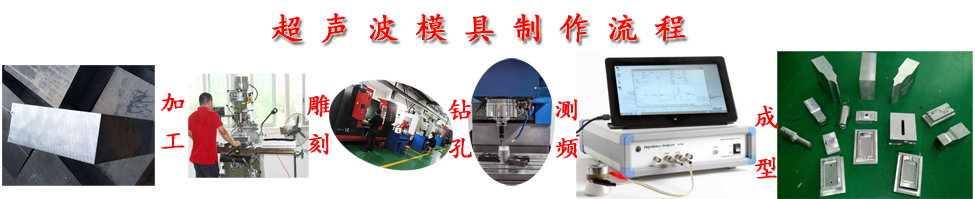
每一套超聲波模具都用好的材料制成的同時經過反復的測試。超聲波模具的外形、強度以及音頻等各種參數經過多次試驗,能符合為嚴格的標準,使超聲波模具和底模具達到完美的匹配。
材料是保證超聲波模具壽命的主要原因之一,模具設計的過程是復雜的。所以不僅是模具工程師設計務必慎重選擇材質,亦需了解本身產品要求該使用何種材質,避免因疏忽而影響其時效與品質。
超聲波上模具適用材料:

1.鋁鈦合金(7075、2024、6061-T651)
7075T651:一般使用于振動系統及HORN制造,硬度高、熱傳導性強、韌性佳;
2024T651:一般使用于HORN制造,韌性佳、熱傳導性強、硬度適中,用于一般熔接塑膠制品。
6061T651:一般使用于底模制造或較低出力之超聲波模具。
2.鈦鎂合金
一般用于連續發振,韌性極高,熱傳導佳,硬度高,而成本昂貴。
3.SCM8合金鋼
一般用于尼龍材料的焊接、切割以及螺母埋植。
超聲波底工裝適用材料:
1.鋁鈦合金:通用于金屬或塑膠制品。
2.環氧樹脂:適用不規則形狀之塑膠制品。
3.PUT樹脂:適用注重外觀,出力小,熔接時間短的塑膠制品。
4.電木:適用于一般平面熔接之塑膠制品,或超音波振盤之治具。
生產設計一付超聲波模具,要考慮以下各項因素:
1.產品的要求:決定模具的使用壽命,磨損率,因而決定采用何種金屬。
2.產品的形狀:采用何種熔接工藝,設定模具的大小,壓力傳達區,產品在熔合時可能產生的變形,需要多大功率和何種功能。是否可以一次熔接完成工作。
3.產品的塑料性質:決定模具的工作振幅,那一件工作應接受超聲能量,導能線的形式,位置,大小。
4.優質的售后服務。
超聲波模具設計參數
1.振幅參數
振幅對于需要焊接的材料來說是一個關鍵參數,相當于鉻鐵的溫度,溫度達不到就會熔接不上,溫度過高就會使原材料燒焦或導致結構破壞而強度變差。每一臺超聲波焊接設備選擇的換能器不同,換能器輸出的振幅都有所不同,經過適配不同變比的變幅桿及焊頭,能夠校正焊頭的工作振幅以符合要求,通常換能器的輸出振幅為10—20μm,而工作振幅一般為30μm左右,變幅桿及焊頭的變比同變幅桿及焊頭的形狀,前后面積比等因素有關,形狀來說如指數型變幅、函數型變幅、階梯型變幅等,對變比影響很大,前后面積比與總變比成正比。
2、頻率參數
每一臺超聲波焊接機都有一個中心頻率,例如20KHz、40KHz等,焊接機的工作頻率主要由換能器(Transducer)、變幅桿(Booster)、和焊頭(Horn)的機械共振頻率所決定,發生器的頻率根據機械共振頻率調整,以達到一致,使焊頭工作在諧振狀態,每一個部份都設計成一個半波長的諧振體。發生器及機械共振頻率都有一個諧振工作范圍,如一般設定為±0.5KHz,在此范圍內焊接機基本都能正常工作.我們制作每一個焊頭時,都會對諧振頻率作調整,要求做到諧振頻率與設計頻率誤差小于0.1KHZ,如20KHz焊頭,我們焊頭的頻率會控制在19.90—20.10KHz,誤差為5‰。
3.振動節點
超聲波模具、變幅桿均被設計為一個工作頻率的半波長諧振體,在工作狀態下,兩個端面的振幅大,應力小,而相當于中間位置的節點振幅為零,應力大。節點位置一般設計為固定位,但通常的固定位設計時厚度要大于3mm,或者是凹槽固定,所以固定位并不是一定為零振幅,這樣就會引致一些叫聲和一部分的能量損失,對于叫聲通常用橡膠圈同其他部件隔離,或採用隔聲材料進行遮罩,能量損失在設計振幅參數時予以考慮。
4.加工精度
超聲波模具因為工作于高頻振動情況下,應盡量保持一個對稱設計,以避免聲波傳遞的不對稱性導致的不均衡應力及橫向振動(我們所用于焊接的焊頭利用的是超聲波振動的縱向傳遞,對于整個諧振系統而言),不均衡振動能導致焊頭發熱及斷裂。
